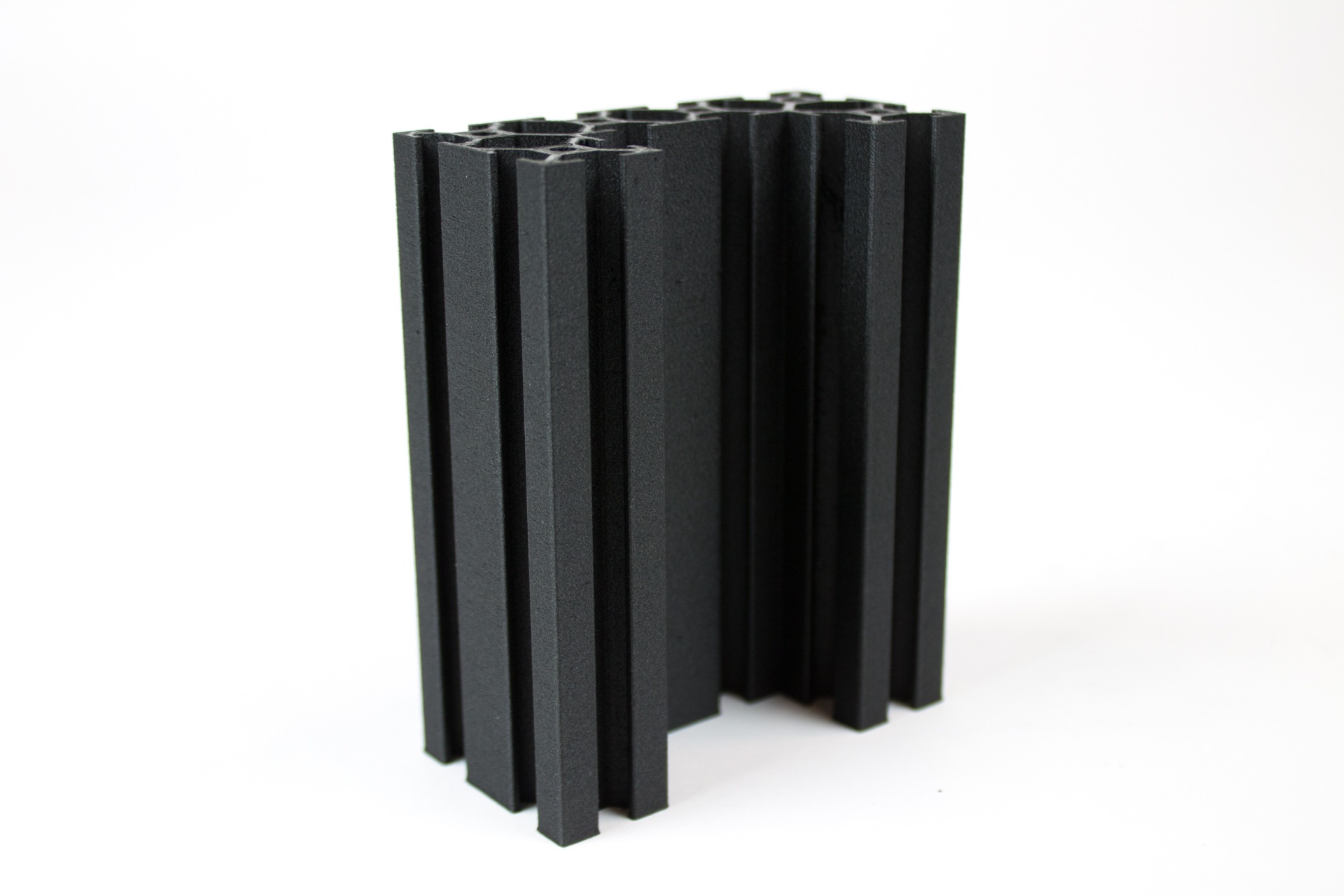
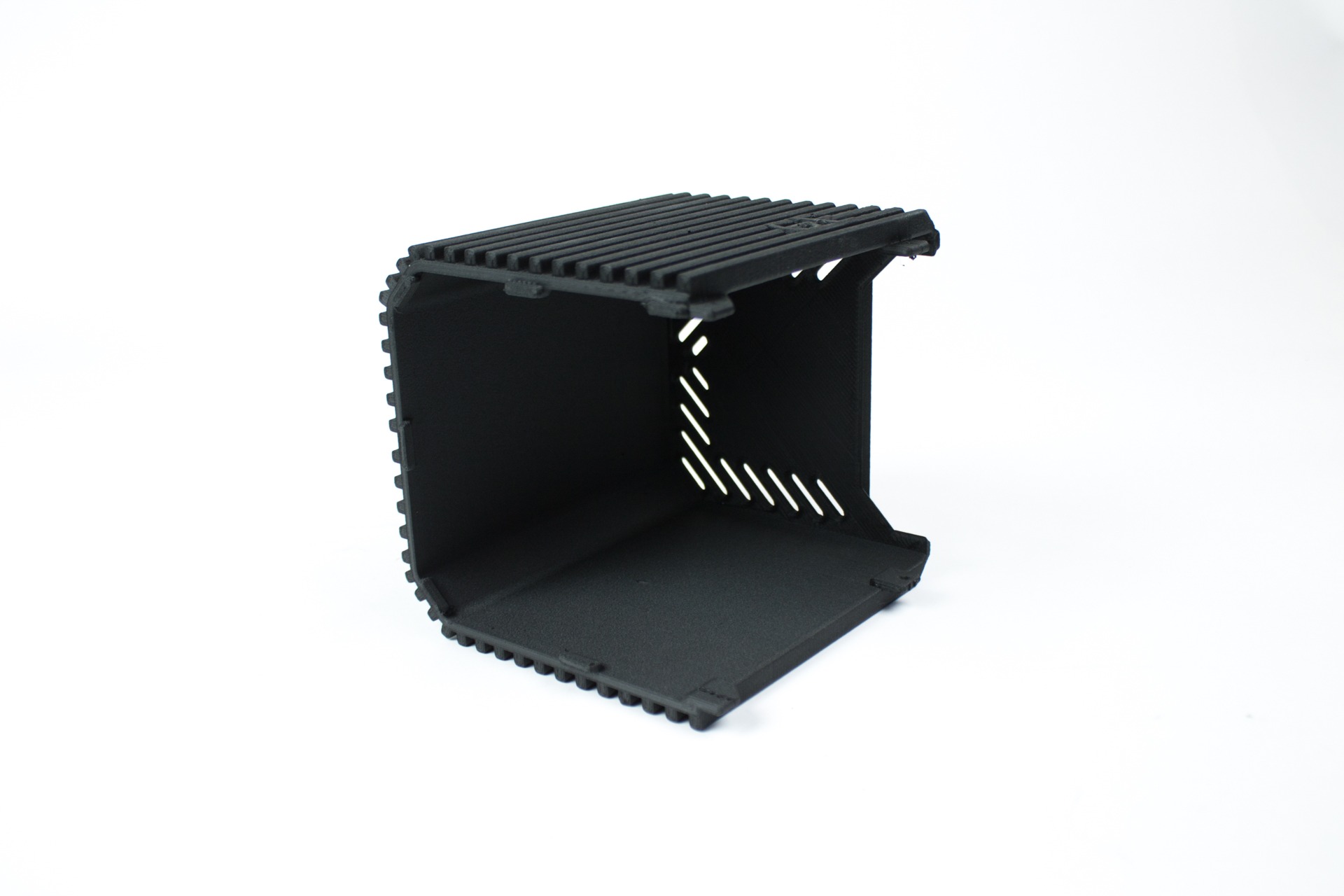
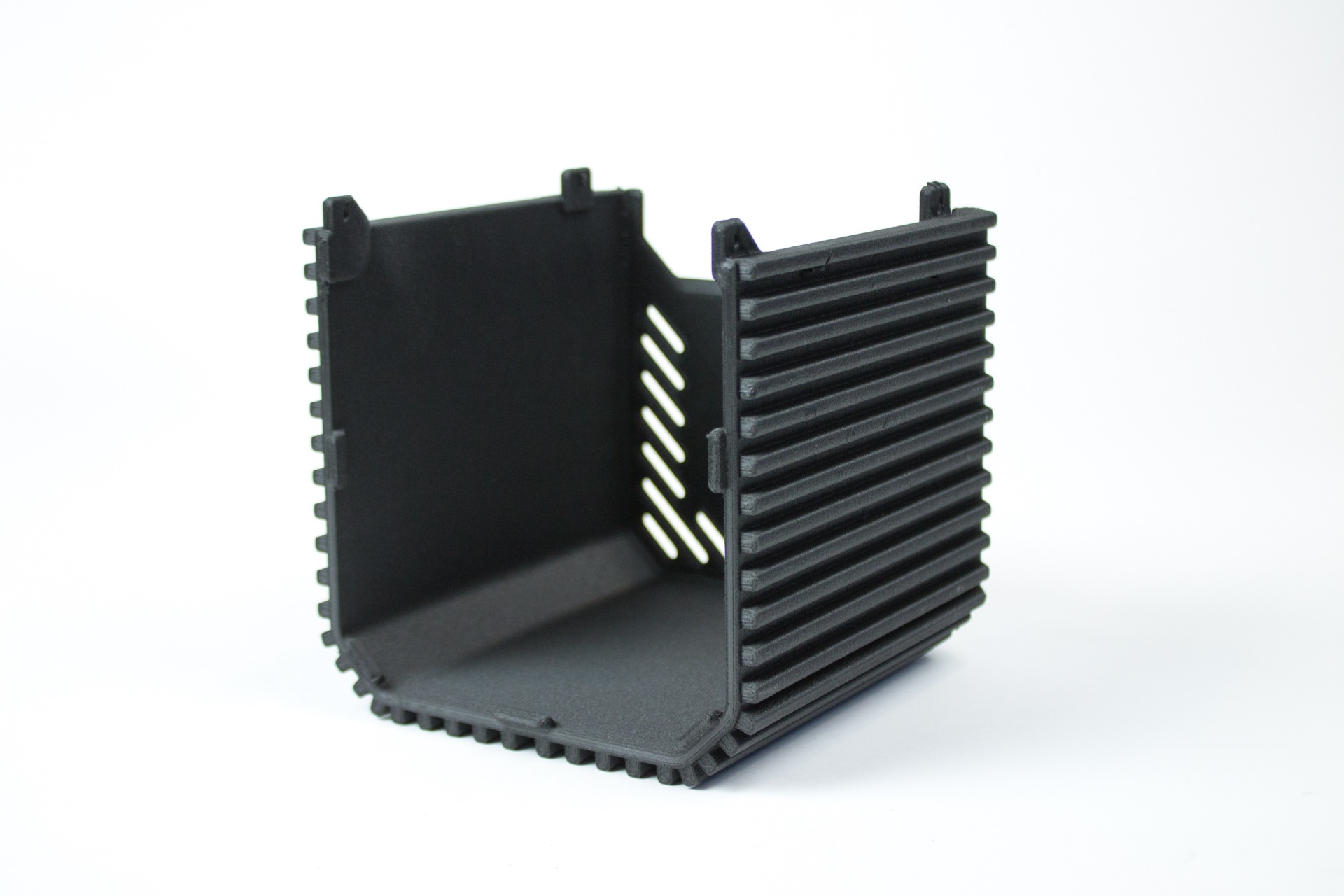
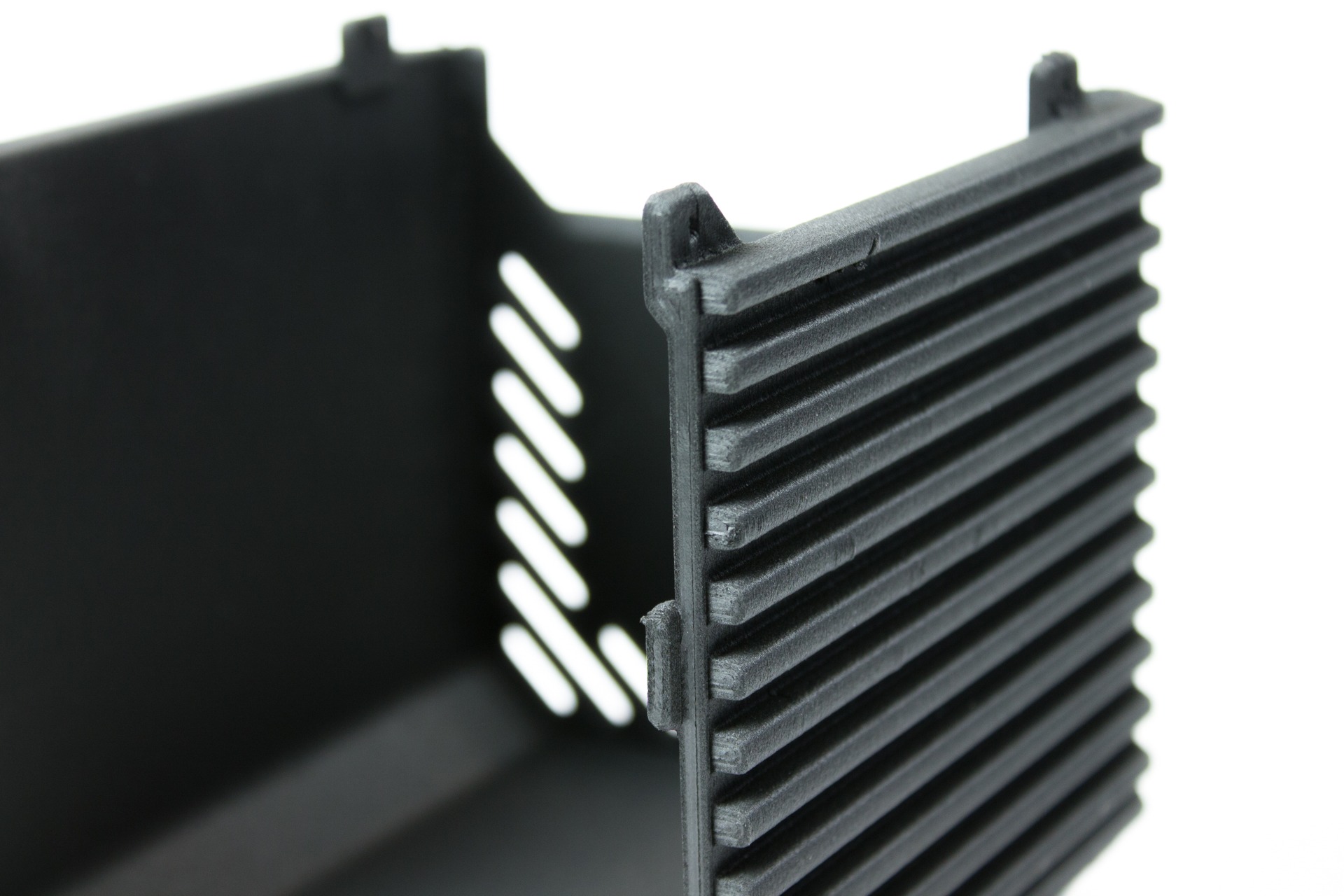
3D printing is uniquely suitable for customizing parts that one needs on the fly. A custom housing, for instance. The original design by Printcontrol was made to be a housing for electronics, but you can use it as a housing in general. We chose our new PA-CF Low Warp filament to print for extra stiffness and toughness.
 Original design: https://www.thingiverse.com/thing:243905
Original design: https://www.thingiverse.com/thing:243905
And the matte finish just gives it a very cool and industrial look. We printed on the Ultimaker 2+, using the Olsson Ruby nozzle. Print temperature at 260C and a 50C bed. Layer height is 0.3mm.
As the name indicates, PA-CF Low Warp is a polyamide (nylon) with carbon fiber. An added bonus is that, unlike many other engineering grade filaments, it has very little warping when printing large objects! Low infill prints come out perfectly flat on cold bed for higher infill prints 40/50C temperature is enough to obtain flat prints. It is an engineering grade filament for a wide range of printers and users alike.
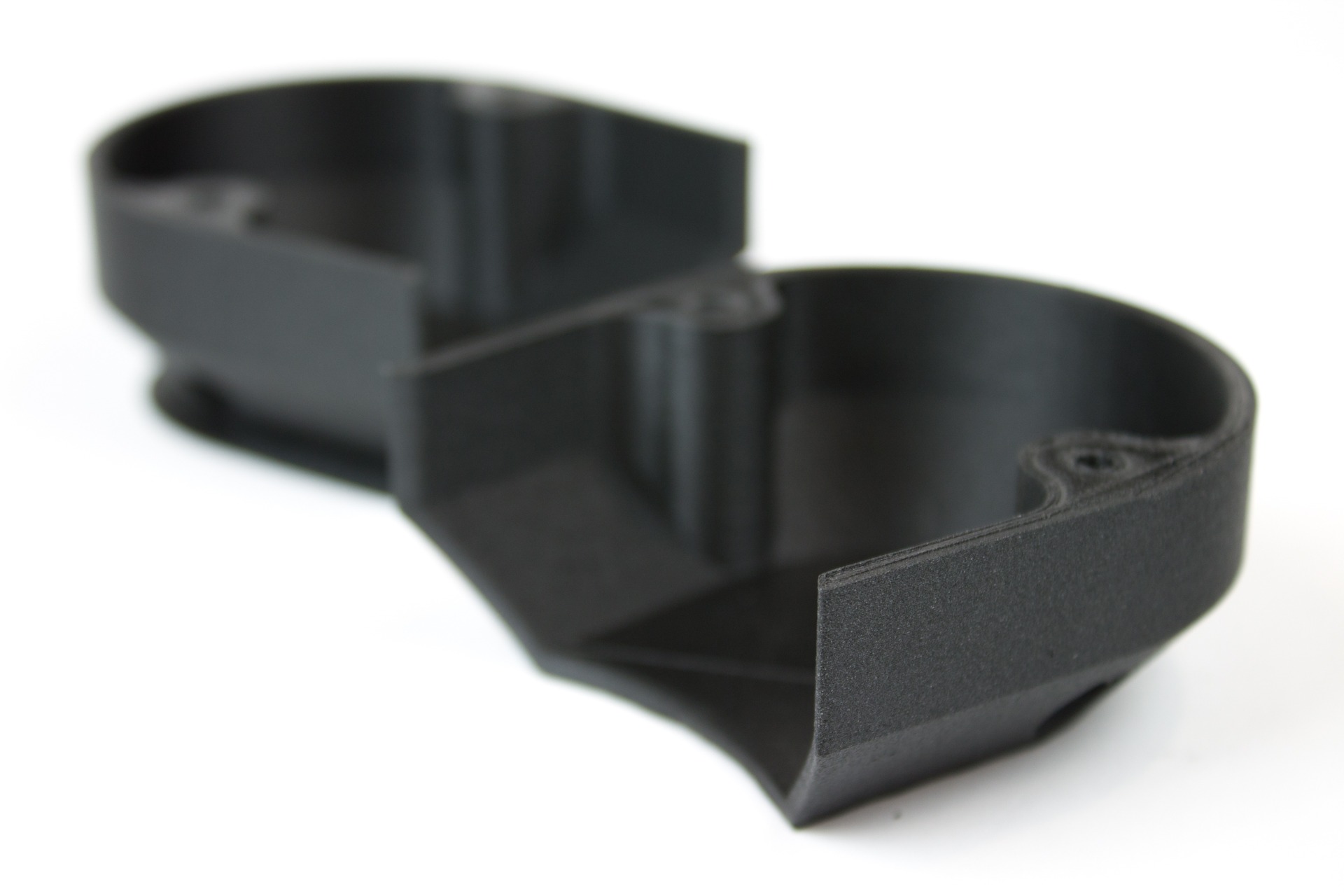
We have printed a lot with PA-CF Low Warp recently. Below are a few examples:
- Gimbal (for a drone)
- Router attachment (for a Dremel tool)
- Feeder Bracket (extension for an Ultimaker printer)
- Garden sprinklers (with some really nice overhangs)
- Single gauge pod (for automotive)
As said, functionality is key with this filament and it is a material that suits the needs of the professional user perfectly.
The PA-CF Low Warp is a one of a kind polyamide formulation with the ability to print nearly warp free on non heated buildplatforms. Low infill prints come out perfectly flat on cold bed for higher infill prints 40/50C temperature is enough to obtain flat prints.
PA-CF Low Warp allows continuous use at 120°C while retaining sufficient properties for the intended application. Most high heat resistant materials will be difficult to print and require heated chambers and / or heated platforms to keep parts from warping the bottom layer. PA-CF Low Warp shows a very low tendency to warp, even at ambient temperature platform.

PA-CF Low Warp is a material that has a lot of practical applications. One of them is within the automotive industry. The unique combination of high strength, good temperature resistance and good chemical stability makes this material a good choice for parts in and around the car. It’s used a lot already for brackets and covers.
In general it can be used for functional prototyping and final part manufacturing. For functional prototyping users are often looking for materials which have good toughness, strength and resistance to abrasion. Because of the excellent mechanical strength and heat resistance het material can even be considers for use in final applications. PA-CF low warp has great dimensional stability, because of extremely low warp. The material is therefor unique suited for applications such as jigs & fixtures which require parts with accurate dimensions.
Eager to get started? Click here to get the basics on how to print with PA_CF Low Warp.
 PA-CF Low Warp is available now in our webshop and ships from stock.
PA-CF Low Warp is available now in our webshop and ships from stock.
The Olsson Ruby Nozzle – One nozzle for all materials
Due to the abrassive nature of the filament we recommend the use of hardened nozzles for the best performance of the material and printer. For this reason we are offering the Olsson Ruby Nozzles with the purchase of PA-CF Low Warp. You can find the combined offer here.

We have published about the use of the Olsson Ruby Nozzle before and we are very enthusiastic about the use of this filament combined with abrassive materials like PA-CF Low Warp, but also XT-CF20 and steelFill.
The ruby mounted at the tip assures that even the toughest materials will be printable. It was originally designed for printing with a composite of Boron Carbide (B4C), the third hardest known material in the world. Since most of the Olsson Ruby is made from brass, with its excellent heat conductivity, performance and throughput is first-class.
 This nozzle, soon on your printer!
This nozzle, soon on your printer!
The Olsson Ruby is manufactured, assembled and tested in a high-quality facility in Sweden. This is why 3DVerkstan – also colorFabb’s partner in the region – guarantees the very best quality and tolerances.
As from now you can purchase the Olsson Ruby Nozzle 0.4mm in combination with PA-CF Low Warp in our webshop.