
This time we recreated the gorgeous gCreate Official Rocket Ship in our various metal filaments to take a look at polishing as a post-processing method.
The print

You can find the Rocket Ship on Thingiverse: http://www.thingiverse.com/thing:427789
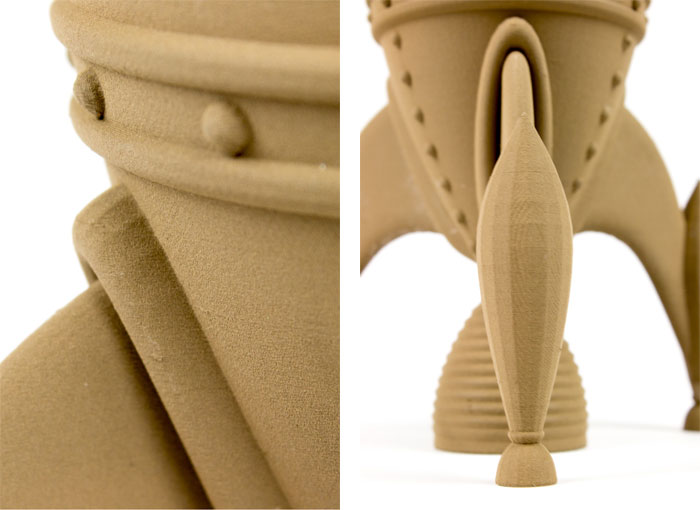
The top was printed in copperFill on the Makerbot Replicator 2. Printing two side-by-side not only allowed for plenty time per layer, it also gave us a backup because the point is pretty fragile. The flame is made from brassFill and the smoke is glowFill printed on the STACKER 3D printer. It not only prints really smooth but the glow-in-the-dark effect also gives it a little extra at night!
Printing for about a full day on the Delta Tower was the biggest eye-catcher. We used a 0,8mm nozzle to create the bronzeFill body of the rocket. With 3 perimeters, 0,12mm layerheight and 15% infill this piece weighs around 1,2kg. This adds to the feel of the model and creates a sturdy model ready for post-processing.
Reinforcing the model
With a pretty heavy model and a rather small connection area to the smoke, we decided to add a little internal strength to the model to make sure it survives. A M8 threaded rod was inserted into the drilled out bottom of the body and glued in place used an expanding Polyurethane adhesive. The flame was re-drawn in CAD to allow for the rod to go straight through and the top of the smoke was drilled out to receive the other end of the M8 rod. From the same hole in the smoke we filled it with plaster to weigh it down and make sure it stands strong.

Sanding
After printing all rocket parts were sanded smooth by hand starting with 280 grit, a sanding sponge and a set of small files. First working on the small edges and inset details allows you to give these spots the proper attention. You will inevitably also hit the bigger surfaces so by leaving those for later, you can make sure they look good and smooth without having to do them twice.
As always when working on these types of materials, be careful not to generate too much heat in the model. With a glass transition temperature of around 55°c it’s quite easy to permanently deform your model if you work it too hard. So only work a specific area for a few seconds at a time and let the sandpaper do it’s work. Sanding underwater will help to prevent heat building up and dust from forming but if you work patiently you will be fine.
The goal is to smooth out the model as much as possible and to create a flat surface on the metal particles. With a smooth surface there are no spots where dirt and shadows can form on the model, thus giving you the most shine. That’s why after the initial sanding we continued with a finer 600 grit sandpaper to create an even smoother surface for some of the areas we’d want to really stand out like the big dome on the body and the copper nose.

Polishing
With a smooth model ready to go it’s time for the final touch: polishing. We used a DYI method of polishing, with a small polishing wheel mounted on an old drill. The polishing wheel is something that you can simply pick up at your local hardware store and usually it contains a polishing stick as well. For the polishing compound however we used a more professional stick, going straight to the super-finish high gloss material from Menzerna. But most polishing compounds for softer metals should work fine. The easiest way to set this up is to mount the drill in a vice and just leave it running while you move the print over the wheel. Pro tip: use an old drill as these sideways forces are probably not what it was originally designed for.

Polish with care and plenty of patience. Just as with the sanding heat can quickly build up while polishing and it would be a shame to waste all that work! Take your time and vary between several spots to allow the material to cool down in between passes. We noticed the best results by pressing the print into the wheel with quite a bit of force for just a few seconds while moving up and down in big strokes.
Here you can see the difference between the polished bottom part and top which has only been sanded.
Looking a bit closer
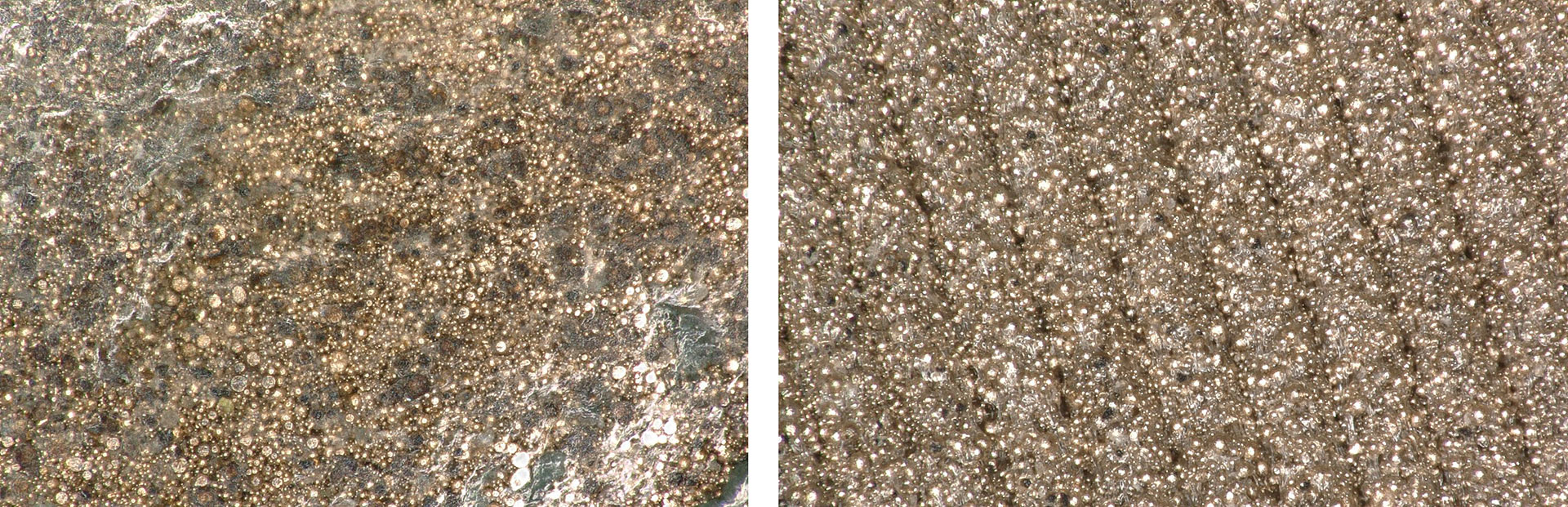
Let’s take a closer look what happens when the material is polished. The material contains tiny particles of the metal powder in the form of spheres. The goal during post-processing is to create a flat surface on these balls to increase the reflective surface. The smoother the model has been sanded beforehand, the more metal particles you will hit when polishing. Take a look at the picture below, taken by a 200x microscope. The left image shows older polished bronzeFill (with some patina in between) while the right is unpolished bronzeFill. We had to turn down the lighting on the polished shot to properly show the flat surfaces.
The final result
We are really happy with the way the rocket came out of the post-processing, especially because we only used basic equipment that you can easily use at home. The darker tones may look like a special patina finish, but they are just the residue from the polishing. The shiny parts like the copperFill nose and the dome have had a cleaning with Brasso to eliminate this residue and really unleash the shine. All-in-all this was a great learning experience and it goes to show that post-processing your 3D printed pieces into a beautiful piece is not rocket science.




10 Comments
Hi,
Can I ask where did you get that buffing wheel for the dremel? I have been looking online but cant find anything similar. A link would be great. Thanks!
We used a bigger polishing wheel for a regular corded drill, as you can see in the pictures.
This was available to us at most of the local hardware shops.
Keep in mind that Dremel tools will generate heat more easily due to the small tool diameter, so use with caution.
The Dremel accessoires like the buffing wheel are also available at local stores here.
But you could take a look at the Dremel website to see if they list local suppliers?
Cool project.
Just one question: Did you print the smoke with zero infill? Or how you managed it to fill in the plaster?
We used a very low amount of infill, something in the range of 5 – 10%.
The smoke will need some infill as otherwise the top surfaces will be in mid-air.
Plaster was able to flow through most of the infill.
There will probably be places where there is no plaster but most of the part was filled properly even with the infill.
ok, thanks 🙂
Please, can you tell me the URL from this process in youtube.
Thank you.
Hi Jordi,
We have no video for this specifically, but you can take a look at BCN3D’s video about post-processing which shows the same idea: https://www.youtube.com/watch?v=aQpnoQRfTKk
Wow, nice job. I’m going to be trying to get some bronzefill to experement with for a project of mine next week, and this really shows what you can do with it. If I can even get it looking half this good, I will be pleased!
Truly fantastic.
What layer height did you print at?
(This is relevant to better understand the sanding.)
Hi Richard,
You’re right, I’ve added it to the article now as well.
The rocket itself was printed at 0,12mm layerheight while the other parts were at 0,10mm.