
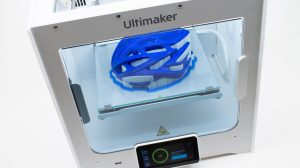
Our woodFill material is available in our webshop and consists of about 70% colorFabb PLA and 30% woodfibre. This means that in general you’ll need to print this material at PLA temperatures. To help you along with fine tuning your machine for woodFill here is our process of calibrating the Ultimaker Original, Ultimaker 2 and Makerbot Replicator 2. Woodfill can be printed with standard 0.4mm Nozzles like a normal filament. If your 3d printer can switch nozzles easily then we definitely recommend trying to print with a bigger nozzle anyways, it is awesome!
Getting started
For your first prints with woodFill we advise to start out with relatively high layer heights. While experimenting we noticed that woodFill performs better at 0,25-0,3mm layer height, combined with printing speeds of about 50-80 mm/s. These settings ensure that the filament is traveling quite fast through the hot-zone of the extruder so the material can’t degrade within the hot-end because of long exposure to heat.
Further down this post you’ll find profiles for the Ultimaker original, Ultimaker 2 and the Makerbot Replicator. You can use these profiles as a starting point and adjust them to your own liking.
A little warning
So about printing woodFill. It’s important to NOT let woodfill stay still in a hot hot-end for too long without extruding.When starting up a new print make sure your g-code and 3d printer are ready to go! Also keep an eye on your printer, if things go wrong then it’s better to shut down the 3d printer sooner than later. This way the woodfill won’t degrade in the hotend and will save you some work cleaning the hot-end.
Retraction settings
WoodFill is a bit more free flowing compared to your normal PLA. So a little higher retraction speed and distance might be needed. Using the hollow pyramid we dialled in our settings for the Ultimaker and Makerbot for 0.27mm layerheight profile. To reduce some of the variables we’ll start with the following preset settings:
- Layerheight: 0.27mm
- Speed: 50mm/s
- Minimal layertime: 8s
Get the calibration file at: Thingiverse
[table id=1 /]
Profiles for woodFill
colorfabb_woodFill-fine_027_UltimakerOriginal (set temperature manually at 190-205C)
colorfabb_woodFill-fine_027_Ultimaker2 (set temperature manually at 190-205C)
colorfabb_woodFill-fine_027_Replicator2
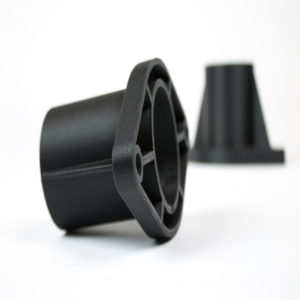
The hollow pyramid printed on the Ultimaker, with retraction settings posted in the table above.
The hollow pyramid printed on the Makerbot Replicator, with retraction settings posted in the table above.
A super cute wooden Octo says hi!
[mwi_product sku=”030002″/]



37 Comments
Hi can you please recommend settings for Cubicon Single Plus 310F?
Nozzle diameter 0.4 I heard is not suitable. Unfortunately I can’t find a 0.5 or 0.6 nozzle compatible.
When setting layer height to 0.27mm in Cura/Ultimaker the printer warms up the bed and nozzle, claims to “start” but then immediately says print finished and stops. It doesn’t even prime the print head.
Changing layer height to 0.2mm then works fine but had some clogging issues which I assume is due to the reduce flow.
Any thoughts how to get 0.27 layer height working / what may be the issue?
I have been using a hank of WoodFill inherited from my son when he got rid of his Omerod. I am using it with a Prusa i3 with 0.4mm nozzle, 220 deg, 50mm/sec, 0.2mm layer. I am an ABS man so notice that the fibre is relatively soft. I printed the washers/spacers I needed successfully. The Calibration triangle recommended on your website however failed very shortly after starting the verticals the result of a jam. I raised the temperature to 250 and used a bit of ABS to push the scorched Wood out. I think I will try not using retraction as that sounds like it might help. I also feed the fibre directly into the extruder as its roughness generated too much friction even in the Teflon tube. No problems with adhesion directly on the glass build surface at 60 deg plus full blow on the cooling fan.
Hello,
I tried to print with a BQ Hephestos but the quality is bad. Do you have the configuration for this printer? Thanks
Best regards
Juan
Hi! Can you recommend any settings for Zortrax 200
Thank you
Hello,
I have been having a really hard time printing with woodfill on my prusa i3 (Anet A8). The extruder motor snaps very often, which causes underextrusion and very poor layer adhesion (and puts holes in the part). But when I extrude manually via the printer’s menu, it works like a charm.
I have tried quite a few things to solve it. My nozzle is not clogged, it works perfectly with ngen and abs, I think it is large enough to have a good flow (0.6mm, stainless steel).
Also, the motor is fine since ABS et NGEN do not produce this problem.
I changed the tension the toothed bolt applies on the filament. I get nice, clean teeth marks on the filament went I take it out. however, I also tried everything from “not enough” to “too much”.
I tried all the temperatures from 180°C to 240°C. I tried various speeds, from 10mm/s to 80mm/s. I also changed flow rate, I tried everything from 30% to 150%…
Do you have any idea what I am doing wrong? (Or not doing at all)
Thanks in advance.
Hi Pierre,
Sounds indeed like you have already tried a lot of settings.
It would be interesting to learn what worked best etc.
We have no experience with the Anet 3D printers but I reckon you should be within the 195c – 210c range with the 0,6mm nozzle; 40mm/s and 0,25mm layerheight.
Try running without retractions at first (simple continuous geometry) to get a feel for the basic settings.
Also a steel nozzle is not ideal for such a materials, due to the reduced heat transferring capabilities compared to brass.
Seasoning the hotend will most likely also help: http://www.dragonflydiy.com/2014/06/nozzle-seasoning.html
If you keep having issues please contact us at support@colorfabb.com with some more details so we can take a closer look.
Hello,
I printed a Moai with this filament, it is not that bad, however not perfect.
I am not sure what is wrong in my settings ? I printed at 0.2mm layer height, 50mm/sec, 95% flow, 205°c.
https://goo.gl/photos/zNnsHkVPux85Z5tJ7
Overextrusion, underextrusion ? temp ?
Thank you in advance
Hi Philippe,
My first guess would be underextrusion, either more flow or slightly higher temp to allow for better material flow.
Depending on the type of printer you’re working with you could need a bit more than 205c.
Also we normally do not use a lower flow multiplier when printing with these materials, whilst you report using 95%.
If you’re looking for more specifics you could send us your gcode and some more details to support@colorfabb.com so we can take a better look.
Hi, I’m studying furniture conservation and am using the woodfill to recreate a missing part for a bureau. Do you know which stain can be used to color the woodfill?
Best regards
Lina
We have no real experience with staining the woodFill filament although we have heard reports of customers doing it.
It’s definitely worth a try and we’d love to hear your results if you get a chance to test it.
I have the print working but cannot find a setting to get the filament to stick to the bed. It starts to curl at the raft after about 1/16′ of surface material. I’ve tried from 0 bed temp to 100 bed temp. Same problem.
WoodFill should adhere to the bed quite similar to regular PLA.
Use your PLA temperatures (50-55c) on the bed and depending on the build plate use some blue tape, glue stick or 3Dlac for example.
As you can see in the videos we used tape for our Ultimaker Original and Makerbot Rep 2, both with unheated beds.
Make sure your raft first layer isn’t printing too fast and check if the requested flow is also being achieved by the printer.
Rafts can request a really high volume of material per second which might work for PLA but not always for other materials.
We never use a raft when printing with these types of materials though.
If you keep experiencing issues please contact us at support@colorfabb.com with some more info (printer type, slicer settings, pictures).
I was gifted your wood fillerment for Christmas and it prints absolutely beautifully. You have a new customer
I printed this off: https://pinshape.com/items/20767-3d-printed-wooden-barrel-wine-rundlet using an Ultimaker 2. Wooden filaments are surprisingly AWESOME!
would this be light or heavier than standard pla?
The woodFill filament is lighter than standard PLA.
We sell a spool of 600gr of material which has about the same length as a regular 750gr PLA/PHA spool.
The same goes for bambooFill (600gr) and corkFill (650gr).
I’ve seen some people with similar products varying the print-speed (I think) to create colour variation similar to the rings in solid wood. Has anyone tried this technique with colorfabb’s filament? Does it work or present any problems?
Oops…forgot to add my next question.
Does woodfill provide less flex than ABS? I’m looking for something that has some, but very little flex.
Does woodfill damage the nozzle over time?
Hi Doug,
The wood fibers used should not cause any extra wear on the nozzle.
As we do not produce or work with ABS I can’t do a direct comparison, but woodFill is not especially stiff.
It’s less stiff than our regular PLA/PHA.
For specific material questions, you could also send us an email at support@colorfabb.com
Hi everyone!
Do you think I can use the profile for Makerbot Replicator in a Makerbot Z18? The reason I am asking this before actually trying it out myself is because I have spent almost an entire spool making unsuccessful tests with another 3d printer (i3 Berlin), and I would appreciate not going into the same path of blind frustrating experimentation all over again.
Thanks for any feedback you might have!
I see you’ve also contacted support for this matter, so we will take a closer look from there.
We have no experience with the Makerbot Z18 so we can not guarantee it’ll work.
I have printed a statue with the woodfill, the result is really amazing. What are the best ways to post process the result with this filament? I used extruder 210 degrees, bed 60 degrees (below that it would not stick to the bed), no retraction (retraction causes the filament to get stuck, because of grinding) and 40 mm/s speed 0.8mm nozzle.
Hi Frank,
You can use a wide range of post-processing technics on materials like this.
It will respond to sanding and you can also paint or sometimes even stain the print.
Keep in mind though that there is still a lot of PLA material inside, so make sure to keep heat to a minimum when post-processing. You can heat it up pretty quickly when using a dremel or other fast moving tool.
Hi, Can I use same settings with BambooFill filament and I used this settings but Printing stopped after nearly 1 hour. (Feeder broke filament and it was separeted 2 piece. ) I have Ultimaker 2 GO.
Thanks
Nevzat
Hi Nevzat,
You should be able to use roughly the same settings yes.
But keep in mind that no two printers are exactly the same and you may need to fine-tune for your specific printer.
If you send us some more information regarding your issues to support@colorfabb.com we can take a closer look with you.
The main focus should be to keep a constant and high enough material flow.
Hi Hoang Le,
we had some issues with the woodfill as well. Tried it yesterday first time on the FabrikatorMini. The feeder bite either too much into the material and didn’t allow the feeding into the tube or after adjusting the pressure of the clamp, the material was squished and feeding got stuck. We adjusted the clamping after monitoring a while and figured the lever of the filament from the spool to the conveyor needs to be as small as possible. If there is too much mechanical stress from pulling the filament into your printer, the conveyor either bites into the material and squishes or gets stuck. Try to avoid curves and levers from the spool to the feeder/conveyor…hope that helps. a working result is here in the making:
https://twitter.com/DruckWege
Cheers, DruckWege
Tried to print on my Felix 3.0 with a .5 mm nozzle: no luck. Can’t get it to reliably extrude. If I put pressure on it manually, it will extrude OK, but seems like the gears on the extruder can’t get a good enough grip on the filament to force it through. I am able to print laywood OK, however. Hoping someone will have a suggestion, as it would be a shame to have wasted >$60.
Sorry for the late reply Keith!
If you haven’t already, please send this question to support@colorfabb.com with some more details about your printer settings and possibly some pictures etc.
We haven’t seen any added difficulties trying to print it with a 0,5mm nozzle in our lab.
Make sure to always clean the nozzle extra good after a failed print / clog, to make sure there are no residual wood particles left inside the hotend.
I have ran into jams as well! More so with the woodfill. Thats when I read about seasoning your flament. The simple story is to lightly coat your PLA with vegetable or canola oil. I did this by lightly absorbing some oil into a sponge and then pressing my filament through the sponge before entering the extrusion head. I have made this much prettier now and printed little cases for my filament to pass through since discovering this but I no longer jam at all!
hi, I’m having issues with woodfill. with 0.4 nozzle it prints quite nice but every print jam after few hours. I changed to 0.75 nozzle but there is too much ooze, changing the kisslicer de-string setting with 5.5mm suck and speed of 40mm/s does not help. So far I have not achieve any successfull print.
please help
Do you have a profile for the Replicator 2X ? your Replicator 2 profile does not work at all…
Hi Frédéric, the Replicator 2x is generally an ABS machine and not so much a PLA machine. Keep the machine open so the drive bolt and mechanism can cool, which should prevent it from melting into the filament and cause feeder problems.
Contact us at support@colorfabb.com if you have any other questions.
Gijs
I modified my replicator 2x with the Robosavvy kit and now it works very well… first results at 0.1mm without post traitement…
Hello…
I used the Robosavvy kit for the replicator 2x and now it works very well…
Thanks
Fred
[…] Here are colorFabb’s advised printing settings for this material. […]