
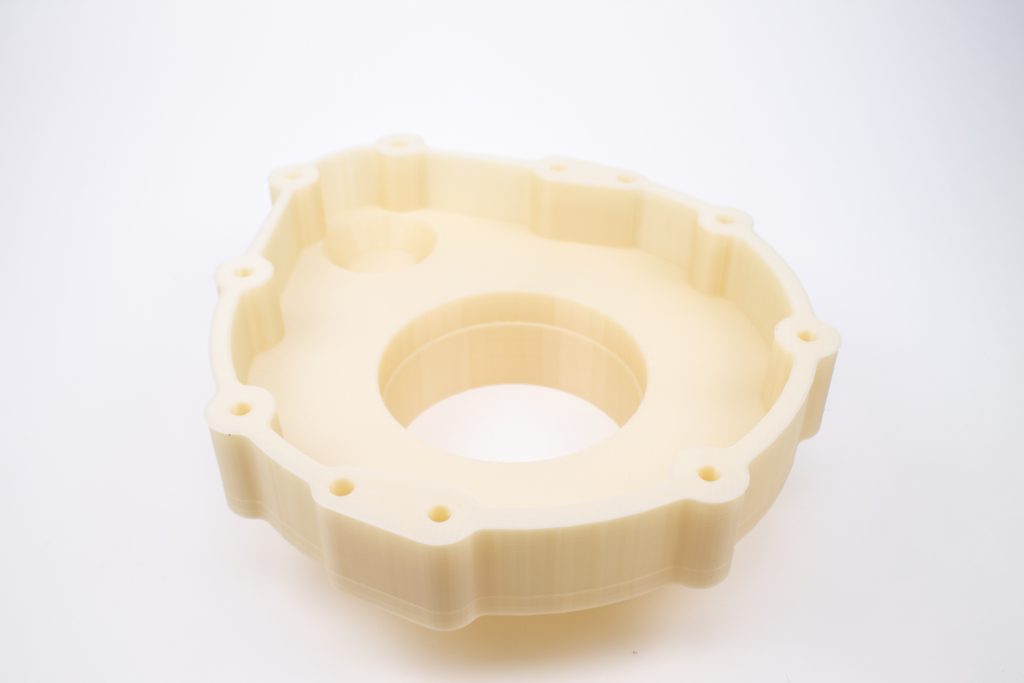
Using 3D printing in investment casting reduces cost and adds flexibility to the process. PLA is a natural choice for this process where the entire print is burned out. What started thousands of years ago with beeswax has now evolved to patterns made with 3D printing. The printed pattern is coated with ceramic, then the printed pattern is burned or melted out and the metal poured into remaining shell leaving a complete casting. We have posted about this process before and will explore it in more depth here.
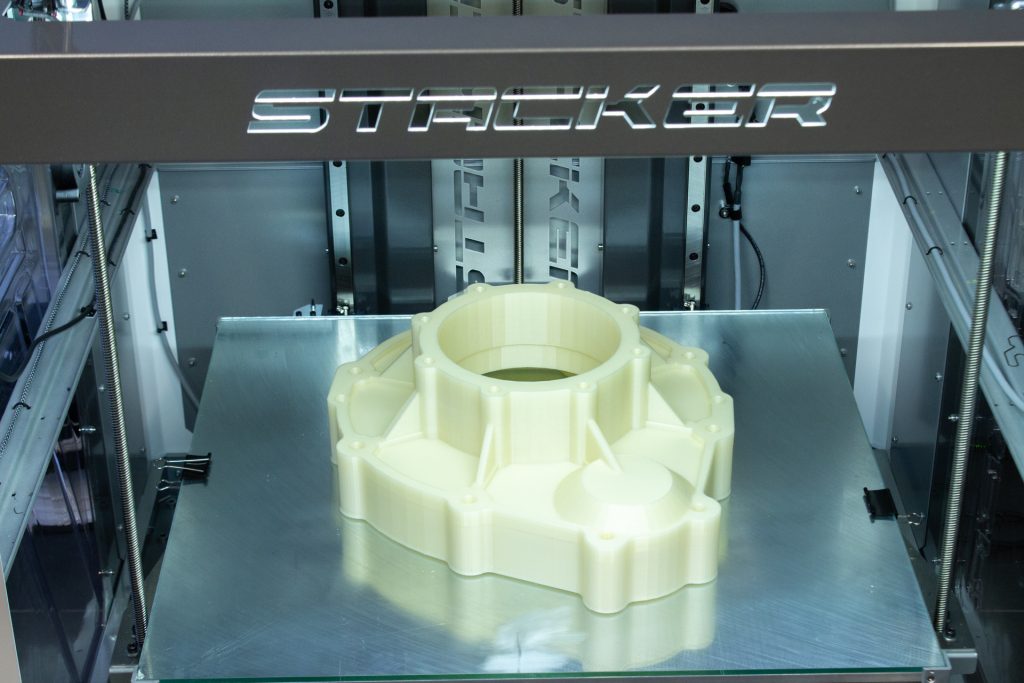
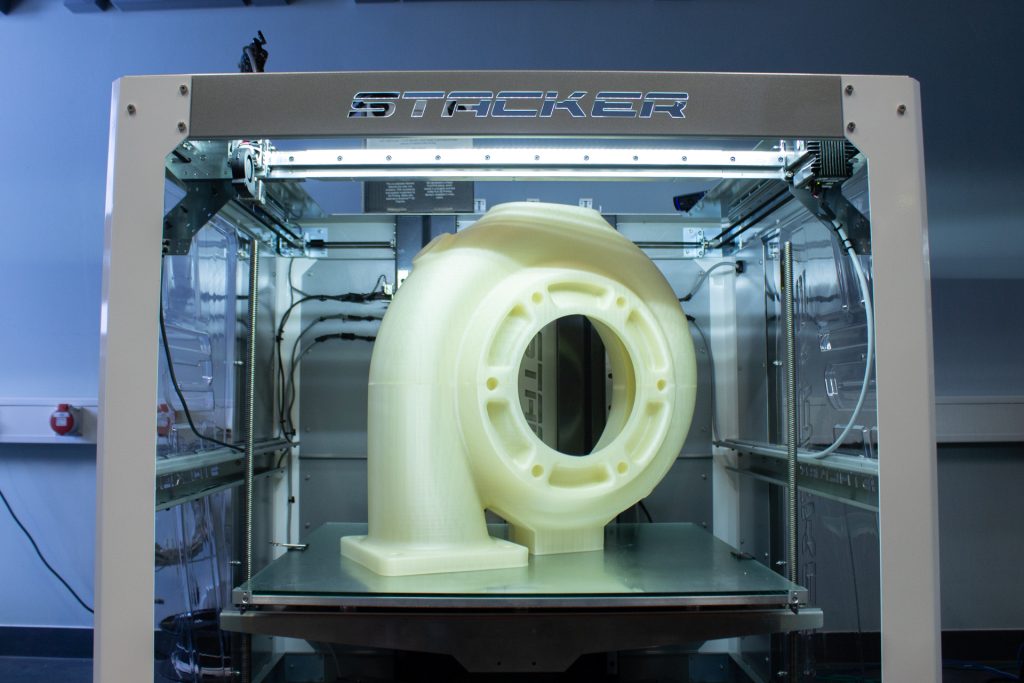
This was an endurance test for our Stacker S4 XL: one full week of printing. We started the print on Friday August 3d and removed the print from the platform this very morning, August 10th.

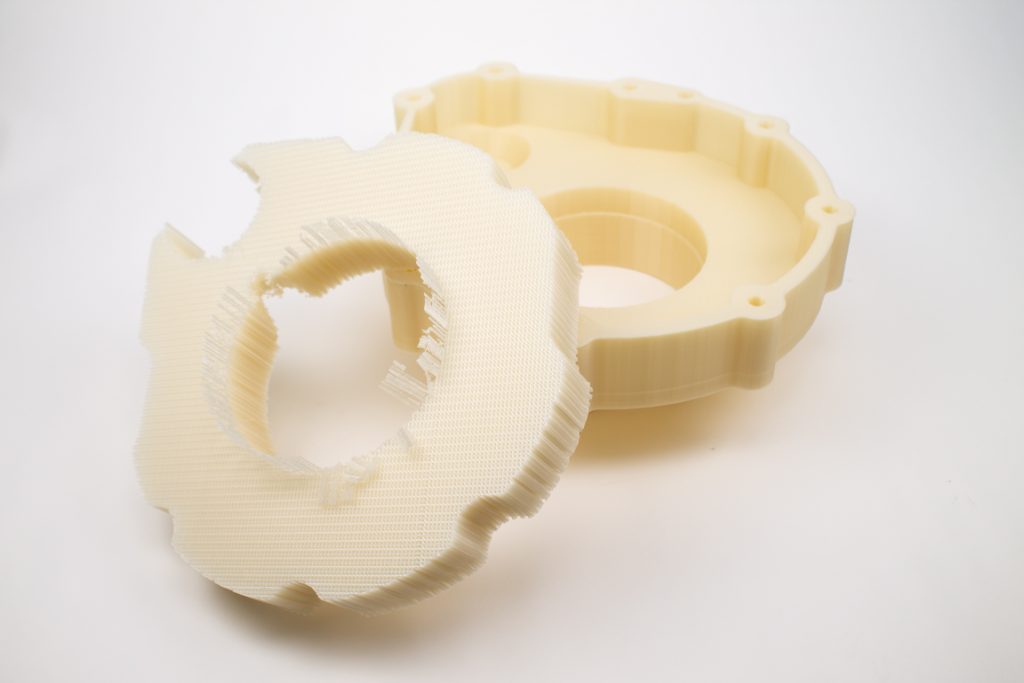
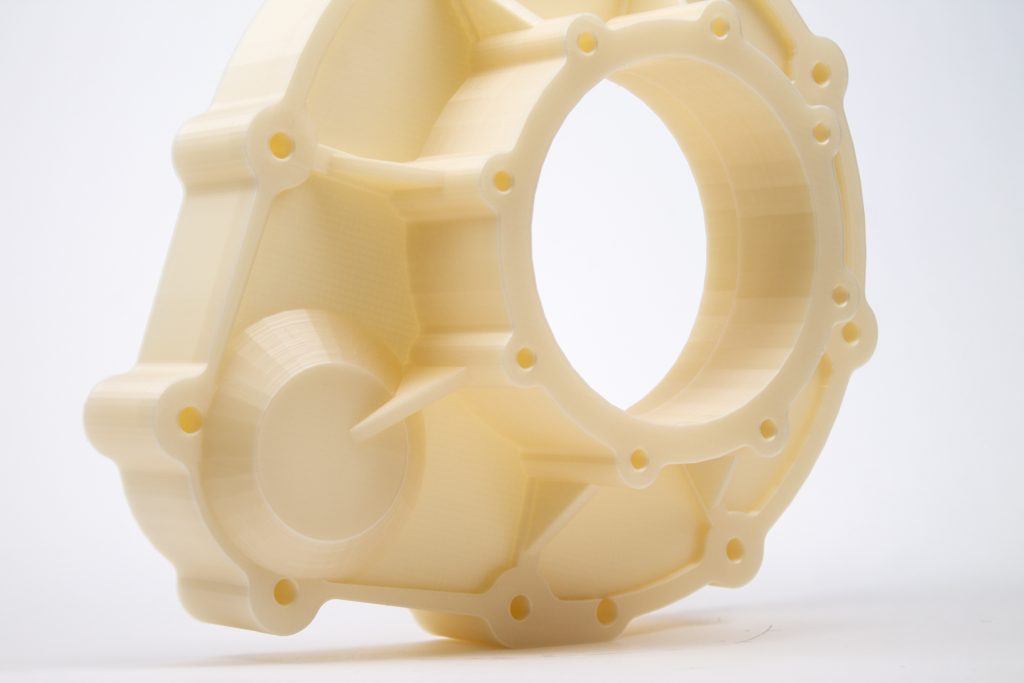
The support structure was removed very easily, despite it having a large flat surface area which connects with the model. The support structure released in one piece, after carefully prying the support structure away from the model. The setting used were:
- 0.2mm layer height
- 0.4mm nozzle
- approx. 2.5kg of filament
This casing for a gear box was designed by Muralidhar M and posted on Grabcad on November 17th, 2016
For small series, or one off products creating a mold is not a cost effective solution for foundry companies. 3D printing on the other hand presents several advantages enabling foundries to make single parts or even small series.
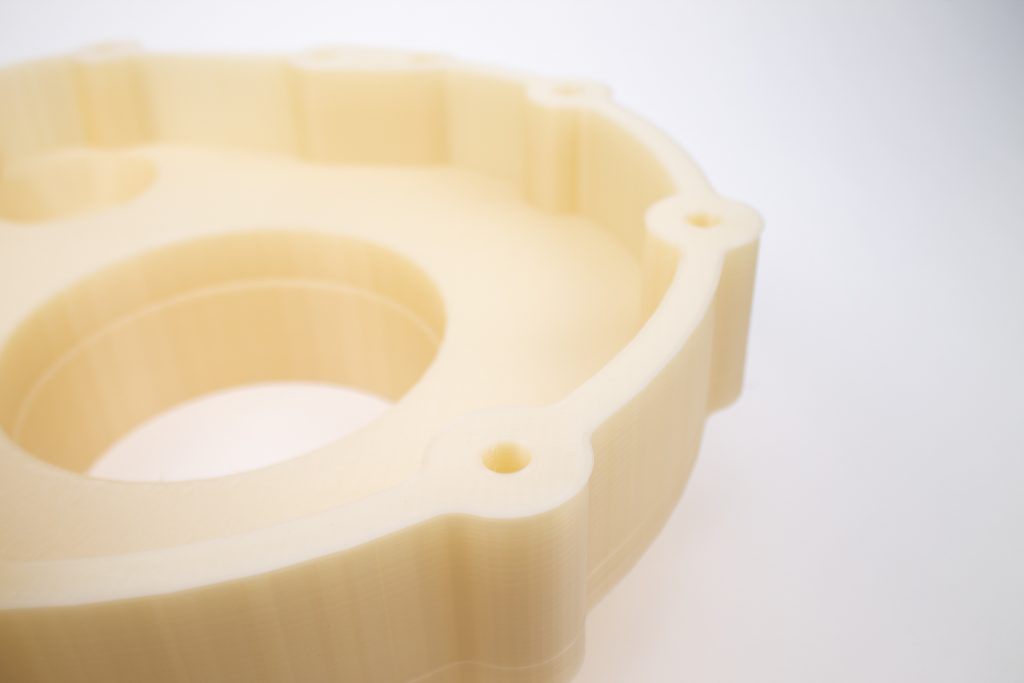
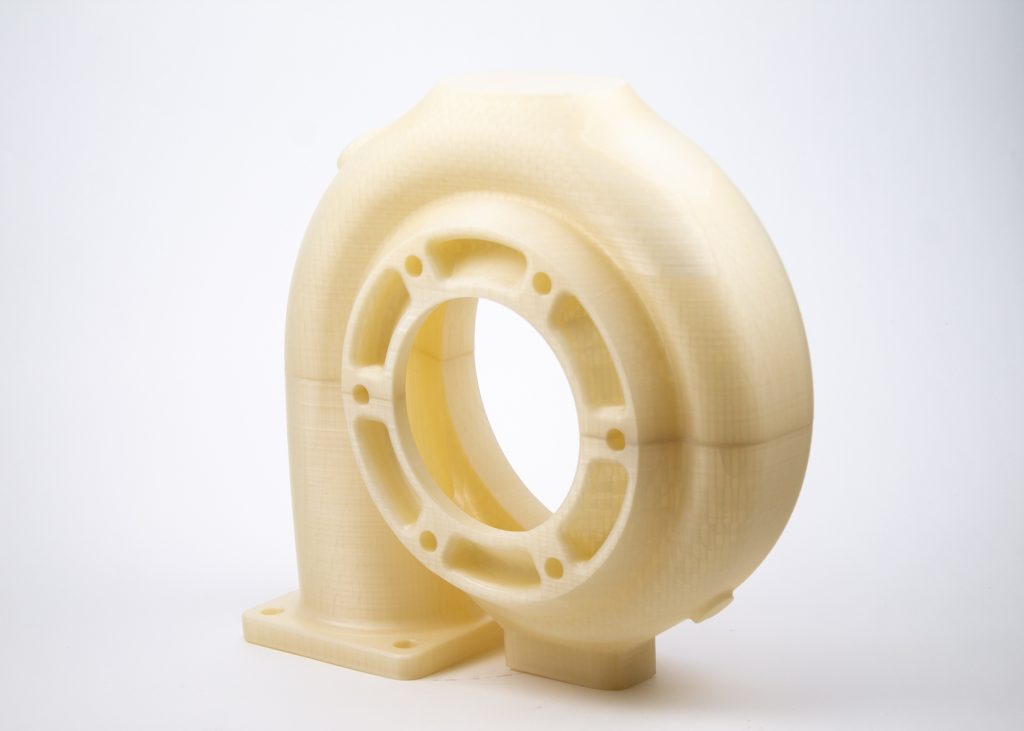
Instead of investing in tooling, foundry companies can choose to 3D print their patterns in a material suited for investment casting. ColorFabb PLA/PHA Natural is a material uniquily suited for investment casting. It’s an easy printing material capable of creating complex shapes with great smooth surface finish and will work with most desktop and industrial type FFF 3D printing machines.
The material decomposes at 600C and ensures a clean burnout leaving behind a clean mold ready for casting.
Cut down on development time

Skipping the tooling development step saves a huge amount of time. Typically this could shorten the time to a first metal casted part by 3-4 weeks. Not being dependent on a third party mold supplier also reduces risk in time sensitive projects.
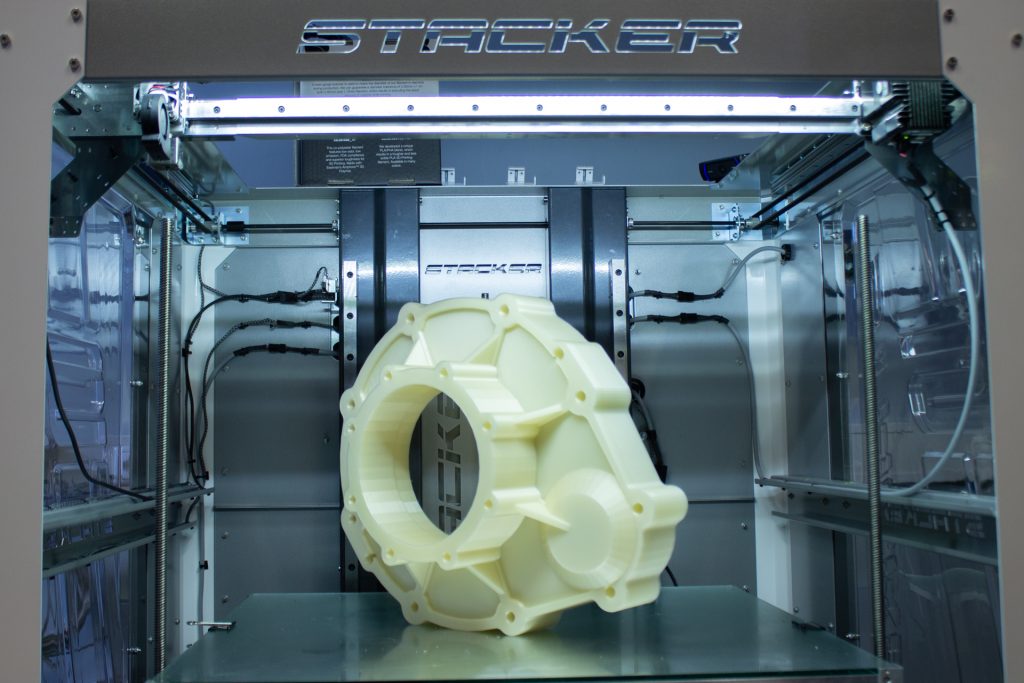
We recently printed another weeklong print, made on the Stacker XL:

As many of you know, we are the distributor of Stacker 3D printers in Europe. We have been working with Stacker ever since their first prototype and now have several in our print lab. In the past 5 years we have seen 3D printing emerging from a hobby market to more professional uses. A lot of our users are using 3D printing to make a living or at least support their business in one way or another. We recently published two blogs about Dutch companies Optima and Mifa and their use of Stacker 3D printers.
The Stacker printers are industrial grade FFF 3D printers. Multiple print heads and a large build volume make them versatile printers. Small series production or large scale prototyping are no problem for the Stacker printers! This Minneapolis, USA, based manufacturer produces highly reliable printers and is a perfect match for any professional looking for serious 3D printing. You can find the full product specifications on our dedicated Stacker page (S4 XL will be added soon).
The Stacker S4 XL has a bigger build volume than its smaller siblings and other advantages:
- Huge Build Volume 610 x 610 x 610mm (24 x 24 x 24″)
- Closed loop servos for ZERO lost steps
- Compatible with Stacker’s Direct Direct drive extruder
- Four Print Heads for 4X print speeds
- High Precision Linear Motion
- Amazing Print Quality
- Works with almost any Filament
For Stacker the term “industrial grade” is not a hollow marketing term. It means their printers are designed for extra long service life, extremely low maintenance and that the printer will maintain its positional accuracy throughout its life cycle. This printer has been designed to be used in a professional environment, be it for large prototypes or small series production.
Interested? Get a quote or contact us!

![]()






No comment yet, add your voice below!