
Earlier this week we launched our brand new, functional filament PA-CF Low Warp. The PA-CF Low Warp is a one of a kind polyamide formulation with the ability to print nearly warp free on non heated buildplatforms. Low infill prints come out perfectly flat on cold bed for higher infill prints 40/50C temperature is enough to obtain flat prints. This tailormade formulation of polyamide features the mechanical properties of a PA6. Tensile strength was measured at 77,99 MPa and impact strength (notched) was measured at 5,44KJ/m2, test specimens both printed on Ultimaker 2+, 260C 0.1mm layerheight with 100% infill.
We have been testing a lot with this filament, with our focus on functional parts. On Tuesday we published a video where we printed a wall mount with cable hanger:
J1772 Wall Mount with Cable Hanger by BenTheRighteous
https://www.thingiverse.com/thing:2446369
We printed on the Ultimaker 2+ with an Olsson Ruby Nozzle. Settings used for this print were: 0.3mm layerheight, 260C, 50C bed, 30/40 mm/s speed.
Today we have posted a new video, once again printing on the Ultimaker 2+ with an Olsson Ruby Nozzle:
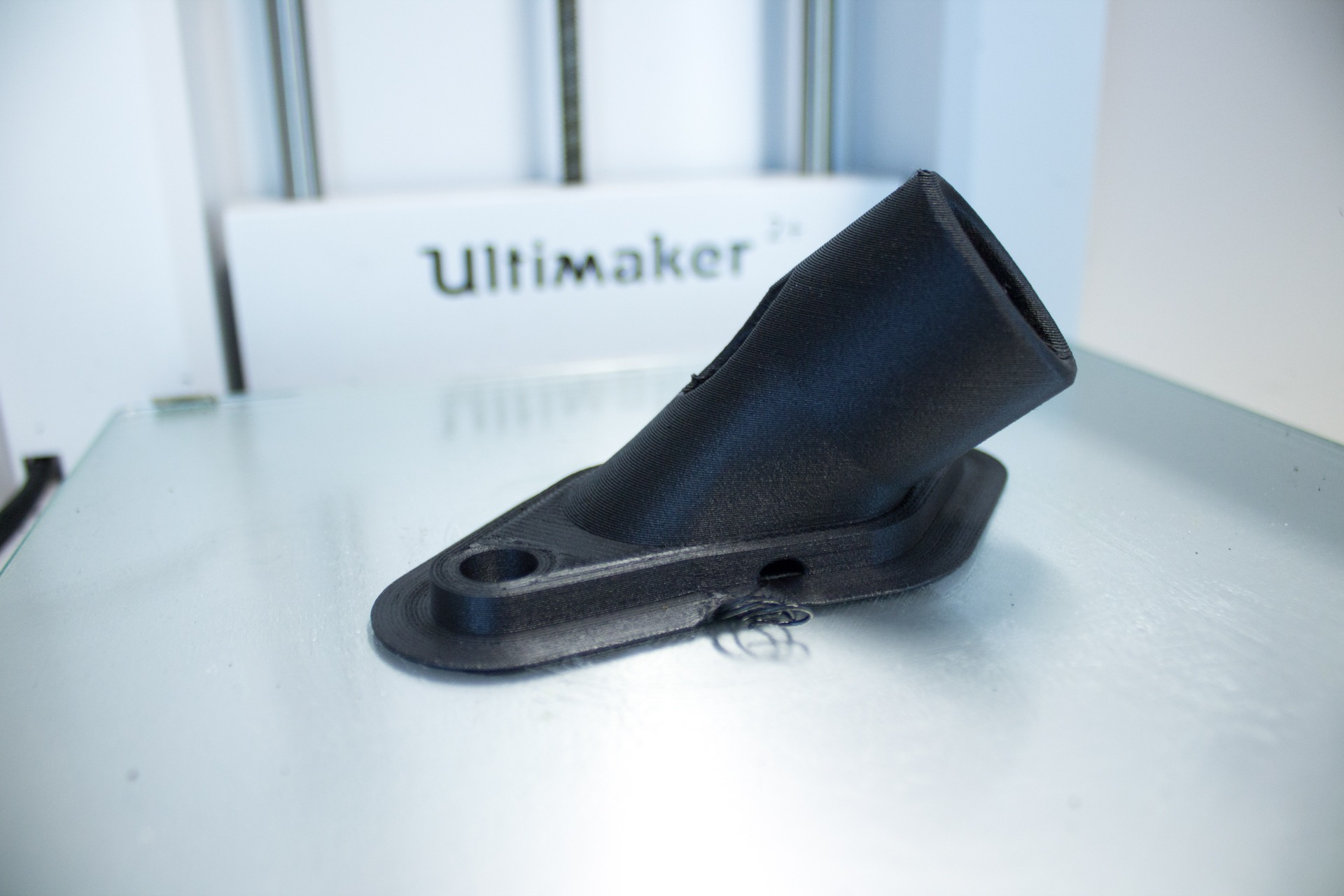
This is an adapter to make carbon blasting the intake valves on a Mini Cooper R56 / N14 much easier. Normally you have to custom make you own, and that can be very difficult. This replaces a $90 adapter made by Mini. The design we used was made by Geofox.
We printed with 22% infull, 0.3mm layer height on a glass plate and used 3DLac and a brim on a cold bed.


With PA-CF Low Warp functional prints can be made on most printers.
The formulation has been modified to reduce the uptake of moisture by half compared to PA6 and it also takes about 4 times longer to reach the saturation point. This makes PA-CF Low Warp less sensitive to moisture then most other nylon filaments available in the market. You can find more information about the printability of PA-CF Low Warp on our dedicated landing page.
PA-CF Low Warp is available now in our webshop and ships from stock.

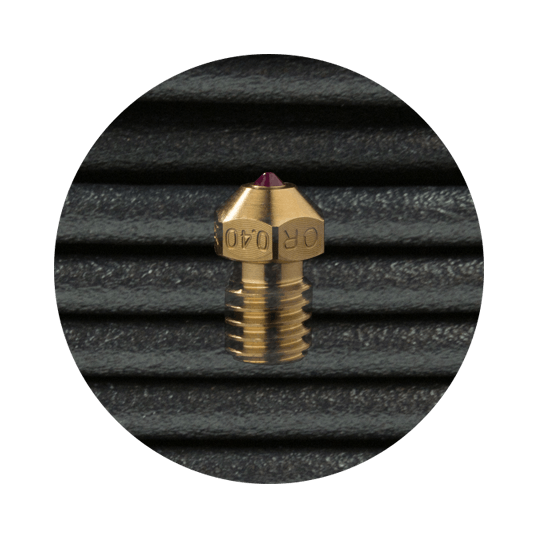
The Olsson Ruby Nozzle – One nozzle for all materials
Due to the abrassive nature of the filament we recommend the use of hardened nozzles for the best performance of the material and printer. For this reason we are offering the Olsson Ruby Nozzles with the purchase of PA-CF Low Warp. You can find the combined offer here.

We have published about the use of the Olsson Ruby Nozzle before and we are very enthusiastic about the use of this filament combined with abrassive materials like PA-CF Low Warp, but also XT-CF20 and steelFill.
The ruby mounted at the tip assures that even the toughest materials will be printable. It was originally designed for printing with a composite of Boron Carbide (B4C), the third hardest known material in the world. Since most of the Olsson Ruby is made from brass, with its excellent heat conductivity, performance and throughput is first-class.
 This nozzle, soon on your printer!
This nozzle, soon on your printer!
The Olsson Ruby is manufactured, assembled and tested in a high-quality facility in Sweden. This is why 3DVerkstan – also colorFabb’s partner in the region – guarantees the very best quality and tolerances.
As from now you can purchase the Olsson Ruby Nozzle 0.4mm in combination with PA-CF Low Warp in our webshop.






5 Comments
Hello,
I’m using this filament to print a simple spacer for a car. I keep getting the same problem: it allways fails at the 2nd layer. The filament won’t extrude anymore.
I’m using:
– Creality Ender 3 S1 pro
– E3D V6 nozzle, hardened steel, 1,75 x 0,25
– 260C nozzle temp
– 50C Bed temp
– Have not dried the filament, but it did came fresh out of the packaging.
– Print cooling enabled
– retraction 0,8 / 50mm/sec
– print speed 50mm/sec
thank you
To unclog the extruder, I just have to set the nozzle temp up to 280C, en push it out manually, then it comes out so i dont think it is really stuck
prints are looking good on my prusa MK2s. @280C and 30/40 mm/s
I occasionally hear/see the extruder click/slip?. I think that the nozzle is filling up and it can not push in any more filament. This is further evident directly after a print finishes. It keeps extruding for several seconds. I presume this is from pressure build up in the nozzle. This also causes lots of strings during printing. It does not ooze if left sitting at temperature.
Any ideas on how to fix this? Raise the K value? Decrease the extrusion multiplier?
Do you use a part cooling fan or leave it off for this material?
For maximum strength, limited cooling would be best.
But you can use cooling if the part geometry requires it for sure.