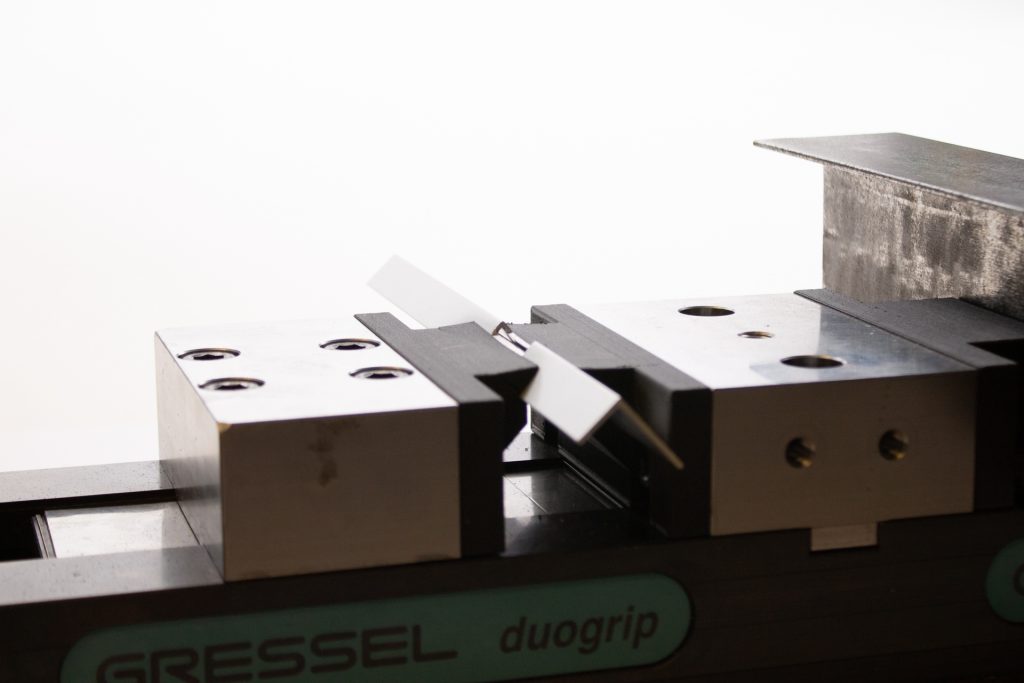
As we have seen before, 3D printing can be used in many production companies to create machine clamps. By using the right filament (and printer) it is easier, faster and cheaper than ever to optimize a production line so it suits your needs. Whereas 3D printing already has proven itself to shorten the prototype stage during product development, in production it can also bring down time to market and costs, while also adding more flexibility in the process.
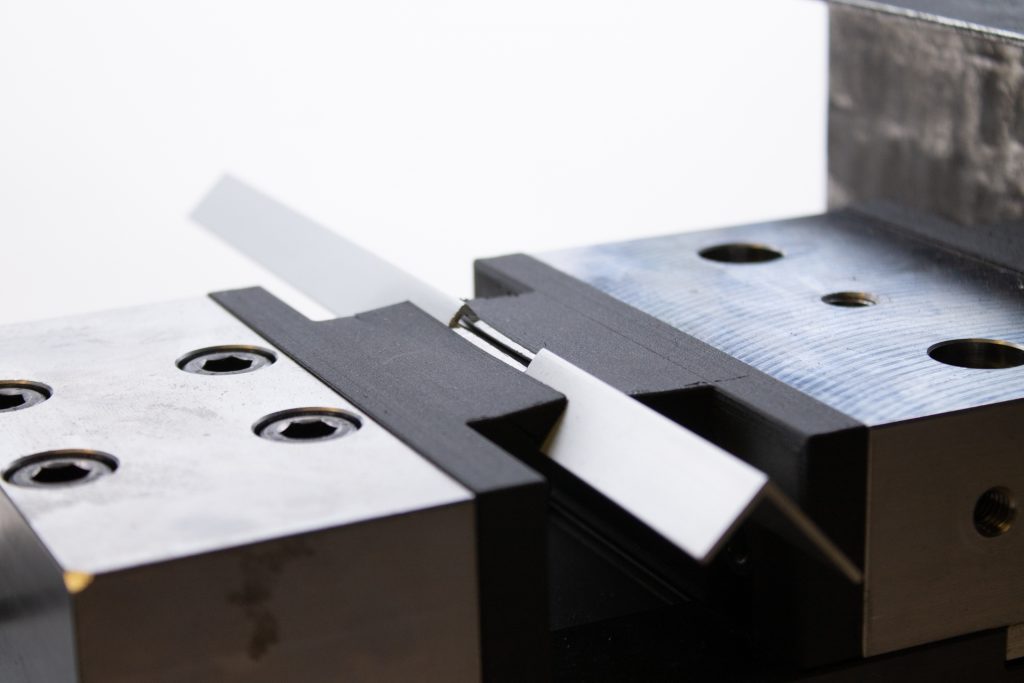
This machine clamp was designed by our colorFabb team as a demonstrator during the recent Brabantse Metaaldagen, a tradeshow for the metal industry where we had a stand to demonstrate the added value of FDM/FFF 3D printing for various industries.
The clamp was printed on the Ultimaker 2+ using our PA-CF Low Warp with 100% infill. Print settings:
- Printing temperature: 260C
- Print speed: 35mm/s
- Heated bed: –
We printed with a 0.2mm layer height.
Check out our handy tutorial How to Print with PA-CF Low Warp!

About PA-CF Low Warp
PA-CF Low Warp was launched a little over a year ago. It is a one of a kind polyamide formulation with the ability to print nearly warp free on non heated buildplatforms. PA-CF Low Warp excels in tensile and impact strength and allows continues use at 120°C while retaining sufficient mechanical properties.
The material can be printed on desktop FFF 3D printers, which have a temperature range of at least 260°C on the hot-end and the ability to mount an abrasive resistant nozzle. The formulation has been modified to reduce uptake of moisture and it also takes about 4 times longer to reach the saturation point compared to unmodified PA6. This makes PA-CF Low Warp less affected by moisture then most other nylon filaments available in the market.
The material shows good results when printed at ambient temperature, or cold bed. The advised processing temperature for this material is set between 260C and 280C. You can find more information about the printability of PA-CF Low Warp on our dedicated landing page.
A special point of attention is the abrasive nature of the carbon fibers. In general these fibers will accelerate the nozzle-wear of brass nozzles, much faster than unfilled filaments. ColorFabb recommends to using wear resistant nozzles, such as E3D hardened steel nozzle or Olsson Ruby nozzle.
PA-CF Low Warp is available now and ships on spools containing either 700gr of 2kg of filament. Click here to go directly to our webshop.